
MBR Membrane Introduction
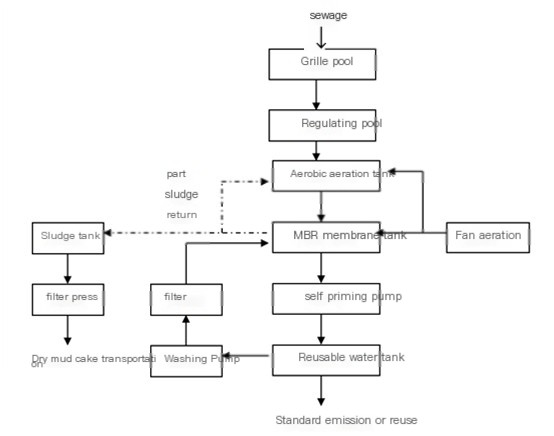
The Membrane Bioreactor (MBR) utilizes the selective permeability of membranes to achieve biological enrichment in aeration tanks, significantly improving biological treatment efficiency. Wastewater undergoes biological treatment to remove biodegradable organic pollutants and ammonia nitrogen through high-concentration activated sludge, then the membrane separates purified water from activated sludge through solid-liquid separation. MBR is a key technology for water environment protection and sewage resource recovery.
MBR technology has been in development since the late 1960s and entered practical engineering application in the 1980s. Since the 1990s, significant reductions in construction costs and the emergence of integrated and suction-type MBR systems have greatly simplified operation and management. MBR is now widely adopted in developed countries, and since the 21st century, its application in sewage treatment has entered a period of rapid growth.

Characteristics of Membrane Bioreactor
1. High Microbial Concentration: The membrane's retention effect maintains biological concentrations exceeding 10,000 mg/L, improving overall pollutant removal efficiency and providing strong resistance to influent load variations, ensuring consistently high-quality effluent.
2. Reliable Sludge-Water Separation: Membrane separation technology eliminates concerns about filamentous bacteria proliferation, sludge flotation, and biomass loss that commonly occur with traditional biological treatment.
3. Excellent Effluent Quality: MBR achieves biological enrichment and co-metabolism, retaining microorganisms with longer generation cycles such as nitrifying bacteria for effective ammonia nitrogen degradation. The collective metabolism of concentrated microorganisms enables degradation of compounds that are otherwise difficult to biodegrade.
4. Low Residual Sludge Production: Operating under high volume load and low sludge load, MBR produces minimal residual sludge (theoretically achieving zero sludge discharge), reducing treatment costs and eliminating secondary pollution.
5. Compact Footprint: High microbial biomass concentration enables high volumetric loading, requiring only 1/3 to 1/5 the footprint of traditional processes. Suitable for ground, semi-underground, and underground installations.
6. Easy Operation and Management: Complete separation of hydraulic retention time (HRT) and sludge retention time (SRT) enables flexible, stable control and fully automatic unmanned operation.
7. Easy Integration: MBR can be organically combined with conventional biochemical treatment processes. Adding membrane components to existing sedimentation tanks can significantly improve effluent quality.

Comparison: Traditional Process vs. MBR
| Item | Traditional Process | Membrane Bioreactor (MBR) |
| MLSS | Low (3-5 g/L) | High (10-20 g/L) |
| Sludge Age | Short, difficult to control | Long, fully controllable |
| Microbial Cultivation | Only fast-reproducing bacteria | Diverse microbial communities |
| Bacteria Retention | Only colony-forming bacteria | Specific bacteria develop well |
| Footprint | Large | 1/3 to 1/5 of traditional process |
| Sludge Production | High | Low |
| Effluent Quality | Basically meets discharge standards, not suitable for reuse without further treatment | Stable high-quality effluent, meets reuse requirements |
Membrane Material Advantages
Our MBR membranes are manufactured from polyvinylidene fluoride (PVDF), which offers the following advantages:
A. Strong Chemical Stability: PVDF's high chemical stability enables cleaning with high-concentration oxidants, effectively preventing bacterial and microbial proliferation. Its oxidant resistance is more than 10 times that of PES and PS materials.
B. High Flux: High porosity enables superior throughput.
C. High Strength with Excellent Flexibility: Ensures the lowest fiber breakage rate during air scrubbing and cleaning processes, making it ideal for MBR and externally pressurized filtration applications.
D. Small Nominal Pore Size: Capable of removing virtually all suspended particles, microorganisms, colloids, pathogens, and bacteria.
E. High Anti-Fouling Performance: Hydrophilic modification greatly improves fouling resistance.
F. Long Service Life: Outside-in structure resists clogging, offers larger filtration area, higher retention capacity, and thorough cleaning capability.

Performance Parameters
| Membrane Material | PVDF |
| Membrane Pore Size | 0.1 μm |
| Fiber Inner/Outer Diameter | 0.8 / 1.5 mm |
| Water Collection Pipe | ABS Pipe |
| Bonding Material | Epoxy Resin |
| Suspended Solids > 2μm Removal | 100% |
| Filtrate Turbidity | ≤ 1 NTU |
| Filtrate SDI | ≤ 2.5 |
| Microorganism Removal | 99.999% |
Operating Conditions
| Filtration Mode | Outside-in |
| Working Pressure | 0.01-0.05 MPa (Negative Pressure) |
| Operating Temperature | 5-45 ℃ |
| pH Range (Operation) | 2-11 |
| pH Range (Cleaning) | 1-12 |
| Max Inlet Oil Content | < 2 mg/L |
| Max Residual Chlorine (Inlet) | 200 mg/L |
| Max Residual Chlorine (Cleaning) | 2000 mg/L |
| Gas-Water Ratio | 20:1 - 40:1 |
| Design Flux | 10-12 L/㎡·h (based on inlet water quality) |

Online Chemical Cleaning
| Cleaning Frequency | Once a week to every 3 months (depending on water source) |
| Cleaning Duration | 120 minutes |
| Cleaning Agent | Sodium Hypochlorite, effective chlorine ≤ 2000 mg/L |
| Liquid Volume | 2 L/㎡ × membrane area + pipeline volume |
Immersion Chemical Cleaning
| Cleaning Frequency | Every 3-6 months (depending on water source) |
| Cleaning Duration | 2-6 hours |
| Acid Wash Agent | 0.3-1% HCl or 1-2% Citric Acid |
| Alkali Wash Agent | 0.1% NaOH + 0.2% NaClO (effective chlorine) |
| Cleaning Solution Temperature | 20-40 ℃ |
MBR Curtain Membrane Selection Table
| Model | Type | Size (mm) | Membrane Area (㎡) | Design Flux (T/D) |
| MBR-T10 | Inner Lining Reinforcement | 535 × 1010 | 10 | 2-4 |
| MBR-T15 | Inner Lining Reinforcement | 535 × 1500 | 15 | 3-6 |
| MBR-T20 | Inner Lining Reinforcement | 535 × 2000 | 20 | 6-8 |
| MBR-10 | Double-Layer Membrane | 535 × 1010 | 10 | 2-4 |
| MBR-15 | Double-Layer Membrane | 535 × 1500 | 15 | 3-6 |
| Membrane Type | Submerged Curtain MBR (Outside-in) |
| Membrane Material | Polyvinylidene Fluoride (PVDF) |
| Pore Size | 0.1 μm |
| Fiber Inner/Outer Diameter | 0.8 / 1.5 mm |
| Water Collection Pipe | ABS Pipe |
| Membrane Area Range | 10-20 ㎡ |
| Working Pressure | 0.01-0.05 MPa (Negative Pressure) |
| Microorganism Removal | 99.999% |
| Gas-Water Ratio | 20:1 - 40:1 |
| Application | Municipal Sewage, Industrial Wastewater, Water Reuse, Sludge Separation |
Over 10x oxidant resistance vs PES/PS, lowest fiber breakage rate in the industry
99.999% removal rate, filtrate turbidity ≤ 1 NTU, SDI ≤ 2.5
Supports 10,000-20,000 mg/L MLSS, far exceeding traditional processes (3,000-5,000 mg/L)
Only 1/3 to 1/5 the footprint of traditional wastewater treatment processes
Complete HRT/SRT separation enables fully automatic unmanned operation
Hydrophilic modification greatly improves fouling resistance
MBR Membrane Technology, or Membrane Bioreactor technology, is a wastewater treatment process that combines a membrane separation process, such as microfiltration or ultrafiltration, with a biological waste water treatment process. The membranes are used to separate solids from the treated water, allowing for a much higher quality effluent than conventional waste water treatment systems. This process works by using a semi-permeable membrane to filter out contaminants while bacteria and other microorganisms break down organic matter in the water.
The advantages of using Built-in MBR Membrane systems for wastewater treatment are numerous. They offer a compact footprint, which is ideal for urban or limited space applications. They produce a higher quality of effluent, reducing the need for further treatment and enabling the water to be reused for various purposes. Additionally, MBR systems have lower sludge production and improved operational stability, as the membrane filtration ensures consistent water quality. The technology also allows for modular expansion, making it easier to increase capacity as needs grow.
Built-in MBR Membrane systems incorporate advanced design features and operational strategies to prevent fouling and maintain efficiency. These include robust membrane cleaning protocols that use air scrubbing and chemical cleaning to remove contaminants. The systems often have a backflush mechanism to periodically reverse the flow of water through the membranes to prevent buildup. Some designs also incorporate periodic rest periods for the membranes, which can help reduce fouling. Advanced control systems monitor the system's performance and automatically adjust cleaning cycles to optimize operation and longevity.
Yes, Built-in MBR Membrane systems can be integrated with existing wastewater treatment plants. This integration often involves adding the MBR unit to the biological treatment stage of the plant. The MBR system can replace or supplement conventional secondary clarifiers or sand filters, improving the overall efficiency of the treatment process. Integration requires careful planning and assessment to ensure compatibility with the existing infrastructure and to determine the optimal layout and sizing for the MBR unit. This can lead to significant improvements in water quality and operational flexibility.
Built-in MBR Membrane systems can benefit a wide range of industries, including food and beverage processing, pharmaceuticals, textile manufacturing, and municipalities. These systems are particularly useful in industries that generate high-strength wastewater containing organic materials and suspended solids. The high-efficiency filtration and ability to produce reusable water make MBR systems ideal for industries looking to reduce environmental impact, lower water usage, and comply with stringent discharge regulations. Additionally, the compact design and modular scalability of MBR systems make them suitable for both new installations and upgrades to existing facilities.
© 2026 Torvexus. All Rights Reserved.