
Product Introduction
The DTRO (Disc Tube Reverse Osmosis) membrane is a specialized reverse osmosis product designed for treating high-concentration liquids with elevated salinity, organic matter, and other challenging constituents. It achieves effective wastewater concentration, volume reduction, recovery, and compliant discharge.

In a typical treatment process, the DTRO stage is positioned at the concentration and reduction phase for high-salinity and high-organic wastewater. Upstream processes may include flocculation, sedimentation (or dissolved air flotation), sand filtration, ultrafiltration (with softening), and conventional reverse osmosis. Downstream treatment typically involves evaporation or crystallization.
Characteristics
The DTRO disc tube reverse osmosis membrane features four key advantages:

Resistant to the "Four Highs":
- High pressure resistance: 75-120 bar
- High SDI tolerance: SDI < 15
- High COD tolerance: 1,000-20,000 mg/L
- High TDS tolerance: 2,000-80,000 mg/L
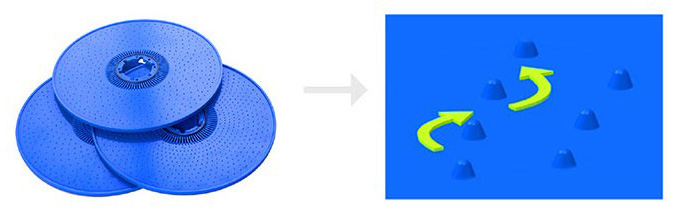
Strong Anti-Fouling Performance:
The guide plate features a unique convex-point turbulence optimization design. The open wide-channel structure increases surface flow velocity (Reynolds coefficient ≥ 5,000, which is 3-5 times that of spiral wound membranes), preventing solid matter from accumulating on the surface and providing a self-cleaning function that effectively reduces concentration polarization.
The patented octagonal membrane structure creates uneven force distribution during high-pressure operation. Under the impact of water flow, this generates high-frequency vibrations that drive the water into an "S"-shaped fully turbulent flow pattern, continuously scouring the membrane surface to prevent fouling and scaling.
Low Operating Cost:
- Standardized modular configuration for easy assembly and disassembly
- Excellent cleaning performance with good parameter recovery
- Easy maintenance with individually replaceable and reusable components
- Long membrane component service life
Strong Adaptability:
- High-pressure equipment achieving recovery rates over 90%
- Stable water production with single-unit processing capacity of 5-100 m³/h
Structure
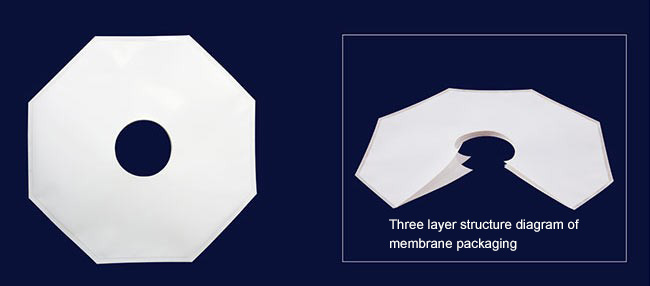
The DTRO membrane column is formed by alternately stacking reverse osmosis membranes and guide plates, secured with a central rod and end plates, then housed within a pressure-resistant membrane shell. Main components include: pressure-bearing nuts, permeate connectors, inlet/outlet connectors, upper and lower pressure-bearing flanges, upper and lower water-passing flanges, membrane shell, central rod, guide plates, and membrane packs.
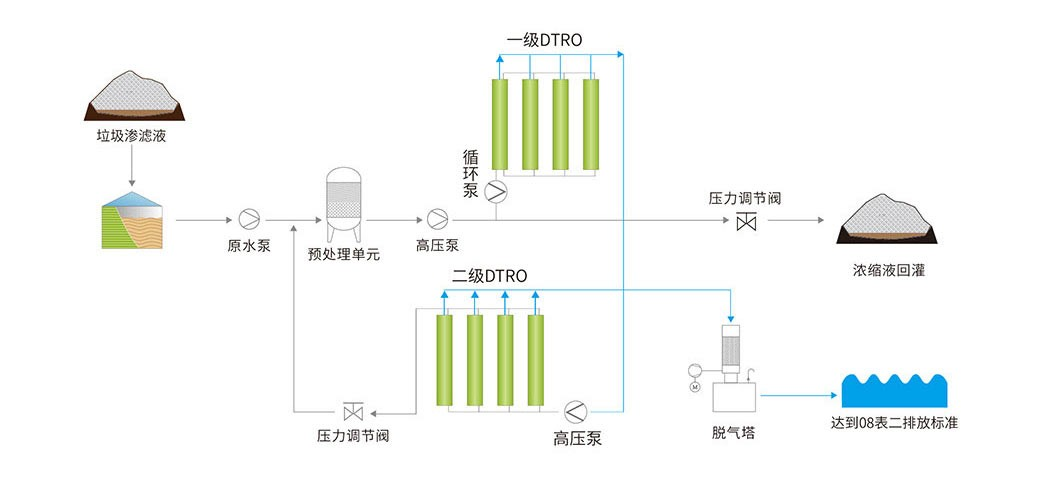
Process Flow
The two-stage DTRO process is currently the preferred treatment solution for landfill and incineration plant leachate across the industry. It delivers stable permeate quality and achieves a leachate recovery rate exceeding 70%.
DTRO Membrane Parameter Table
| Parameter | DTDOW-9405 | DTDOW-MP9405 | DTDOW-HP9405 |
| Filtration Mode | Cross Flow Filtration | ||
| Feed Flow Rate | 500-1200 L/h | ||
| Max Operating Temperature | 40 ℃ | 40 ℃ | 40 ℃ |
| Max Cleaning Temperature | 45 ℃ | 45 ℃ | 45 ℃ |
| Max Operating Pressure | 75 bar | 90 bar | 120 bar |
| Normal Operating Pressure | 30-70 bar | 40-80 bar | 60-110 bar |
| Normal Filtration TMP | 5-7 bar | ||
| Single Membrane Area | 9.405 ㎡ | ||
| Module Length | 1400 mm | ||
| Module Diameter | 215 mm | 218 mm | 224 mm |
| Operating Weight | 74 kg | 90 kg | 96 kg |
| Desalination Rate (25℃) | > 98.5% | > 98% | > 97.5% |
| Inlet/Outlet Connection | Φ12 mm Ferrule Fitting | ||
| Permeate Connection | 9 mm Hose | ||
| Membrane Type | Disc Tube Reverse Osmosis (DTRO) |
| Filtration Mode | Cross Flow |
| Single Membrane Area | 9.405 ㎡ |
| Module Length | 1400 mm |
| Module Diameter | 215-224 mm |
| Max Operating Pressure | 75 / 90 / 120 bar |
| Normal Operating Pressure | 30-70 / 40-80 / 60-110 bar |
| Feed Flow Rate | 500-1200 L/h |
| Desalination Rate (25℃) | > 97.5% - 98.5% |
| Max TDS Tolerance | 80,000 mg/L |
| Max COD Tolerance | 1,000-20,000 mg/L |
| Application | Landfill Leachate, High-Salinity Wastewater, High-COD Wastewater Concentration & Reduction |
Operating pressure up to 120 bar for high-concentration liquid treatment
Withstands high pressure, high SDI (<15), high COD (20,000 mg/L), high TDS (80,000 mg/L)
Convex-point wide channel with Reynolds coefficient ≥ 5000, 3-5x surface velocity vs spiral wound
Patented design generates high-frequency vibration for continuous self-cleaning and anti-scaling
Standardized modular design, individual membrane replacement and reuse
Excellent cleaning recovery and durable membrane components
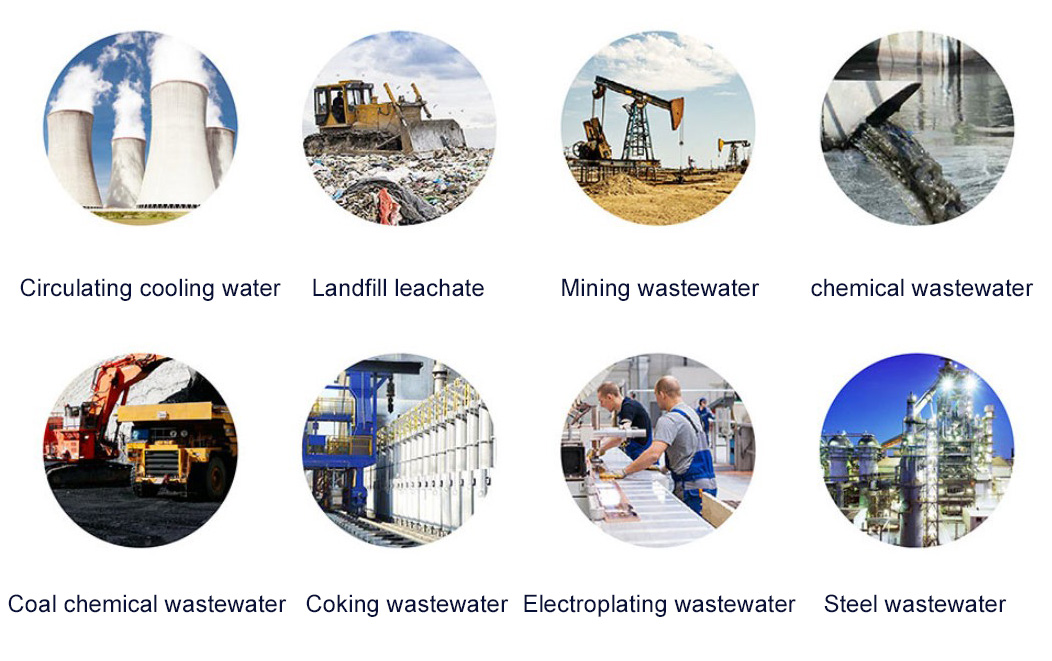
DTRO, or Disc Tube Reverse Osmosis, is a specialized water treatment technology designed to handle challenging, high-pollution waters with variable compositions such as landfill leachates, industrial wastewaters, and saline groundwaters. DTRO systems work by passing water through a semi-permeable membrane to remove dissolved solids, organic compounds, and other contaminants. Unlike traditional reverse osmosis systems, DTRO uses a unique disc tube module configuration that allows for higher solids content, better tolerance to fouling, and more efficient cleaning. The water is forced through the membrane by pressure, leaving contaminants behind. The purified water, or permeate, can then be safely discharged or reused, while the concentrated waste, or retentate, is collected for further treatment or disposal. DTRO is known for its high recovery rates and minimal risk of blockage or damage to the membrane, making it a robust solution for difficult water treatment applications.
DTRO, or Disc Tube Reverse Osmosis, is a specialized water treatment technology designed to handle challenging feed waters with high levels of suspended solids, oils, and other contaminants. Unlike conventional reverse osmosis systems, DTRO technology is engineered to operate with minimal pre-treatment, reducing the need for extensive additional infrastructure. The unique design of DTRO modules, which use flat sheets of membrane encased in robust tubes, significantly decreases the risk of fouling and scaling, leading to longer system lifespan and higher water recovery rates.
DTRO systems are widely utilized in industries such as mining, oil and gas, food and beverage, and municipal wastewater treatment. They excel in environments where feed waters have high concentrations of contaminants, which would otherwise necessitate significant pre-treatment processes for conventional RO systems. For more information on specific applications, you can visit our DTRO mining solutions and DTRO municipal wastewater treatment pages.
The primary benefits of DTRO technology include durability, efficiency, and ease of maintenance. DTRO systems are designed to minimize fouling and scaling due to their robust tube encasement of flat membrane sheets. This results in a longer system lifespan and higher water recovery rates, often up to 90% in certain applications. Additionally, DTRO systems provide high-quality permeate that meets the strictest regulatory requirements, making them an excellent choice for projects focused on optimizing resource recovery and minimizing environmental impact.
DTRO systems achieve high water recovery rates through a unique cross-flow filtration design. This principle ensures that feed water is continuously flushed across the membrane surface, minimizing the formation of a concentrated waste stream that is common in traditional RO systems. By maintaining a consistent flow and pressure, DTRO systems can efficiently recover up to 90% of the water in certain applications, making them highly effective in water conservation efforts. For a more detailed explanation of the technology, visit our guide on DTRO technology principles.
© 2026 Torvexus. All Rights Reserved.