DTRO Membrane System for Waste Incineration Plant Leachate Treatment
Project Background
Waste incineration plants generate highly concentrated leachate with characteristics significantly different from conventional landfill leachate. Incineration leachate typically contains higher levels of dissolved salts, heavy metals, and organic compounds due to the combustion process and flue gas scrubbing wastewater.
Torvexus was commissioned to design and manufacture a complete DTRO membrane treatment system for a waste incineration facility, capable of handling the complex feed water chemistry while maintaining stable permeate quality for discharge compliance.
Feed Water Characteristics
Incineration plant leachate presents unique treatment challenges compared to standard landfill leachate:
- High TDS: Total dissolved solids exceeding 20,000 mg/L due to flue gas scrubbing water
- Elevated temperature: Feed water temperature ranging from 35–55°C
- High chloride content: Cl⁻ concentration > 8,000 mg/L
- COD: 3,000–8,000 mg/L with poor biodegradability
- Heavy metals: Presence of Pb, Cr, Cd, and Hg from combustion residues
System Design
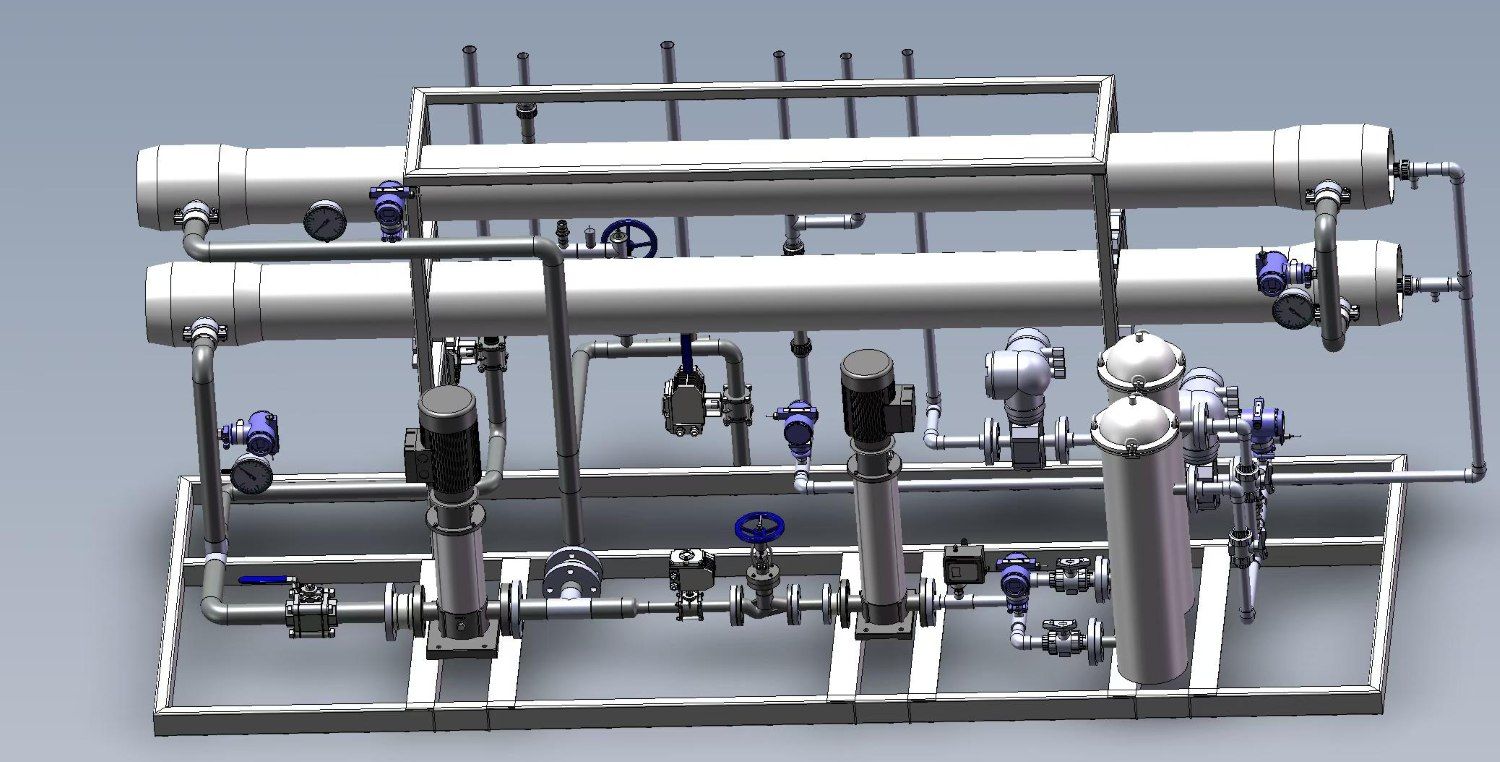
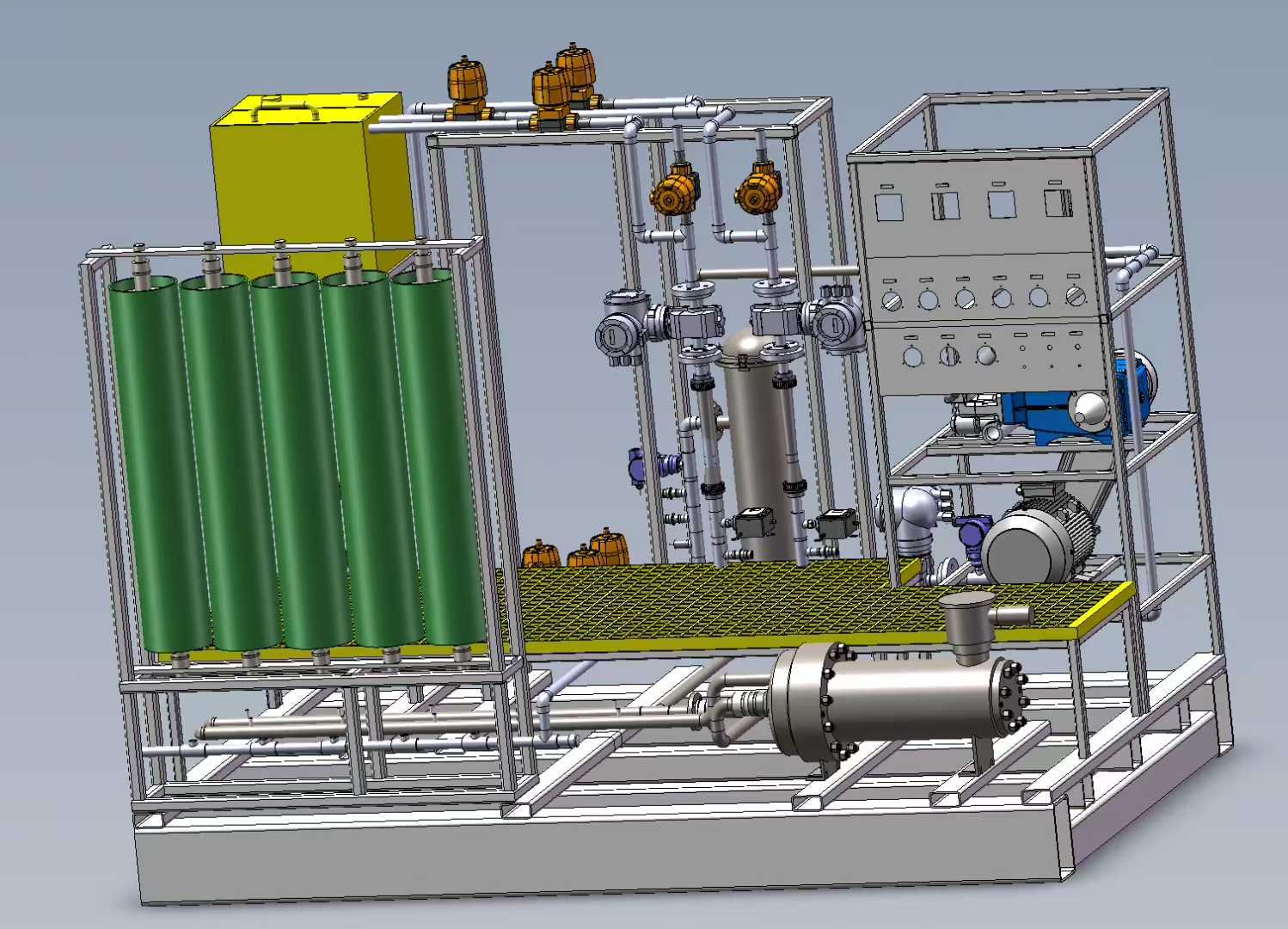
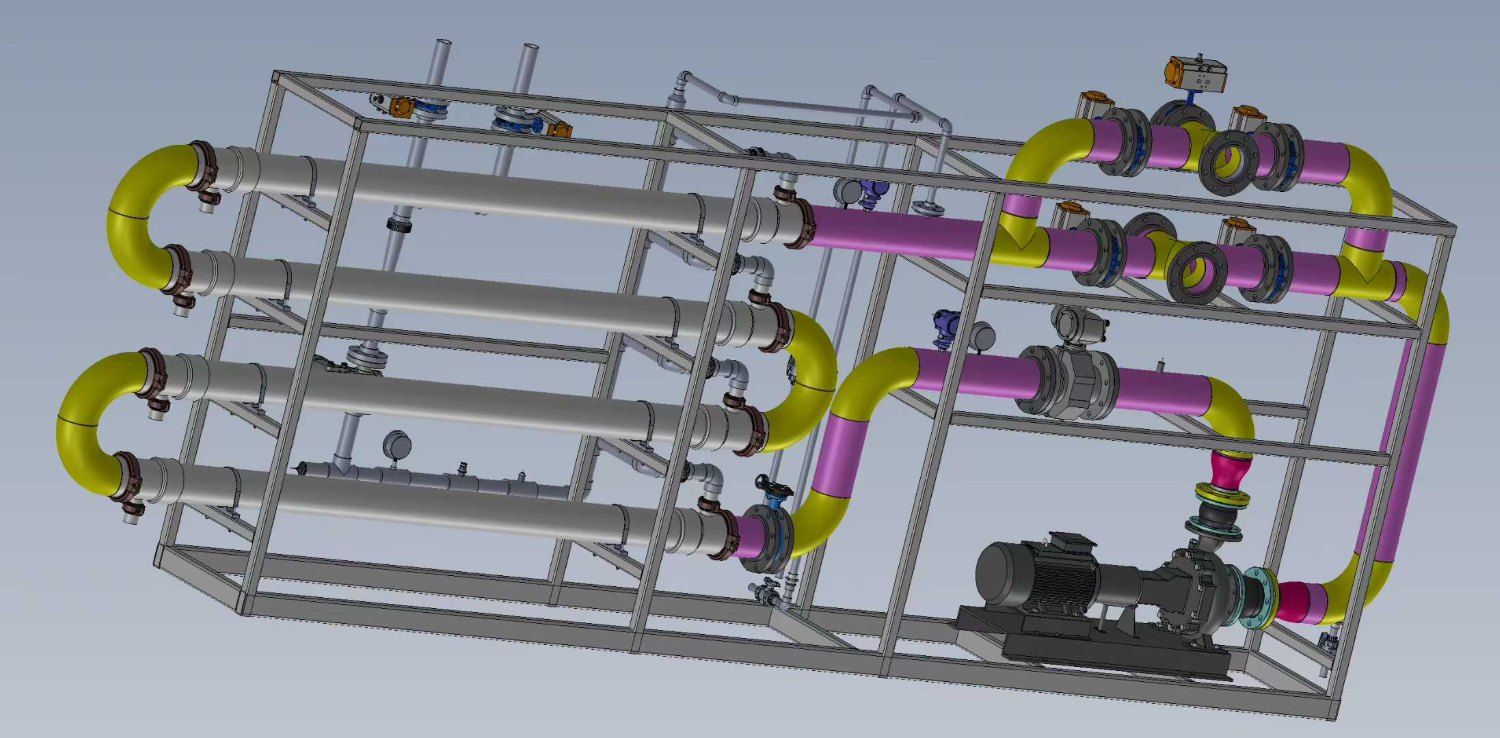
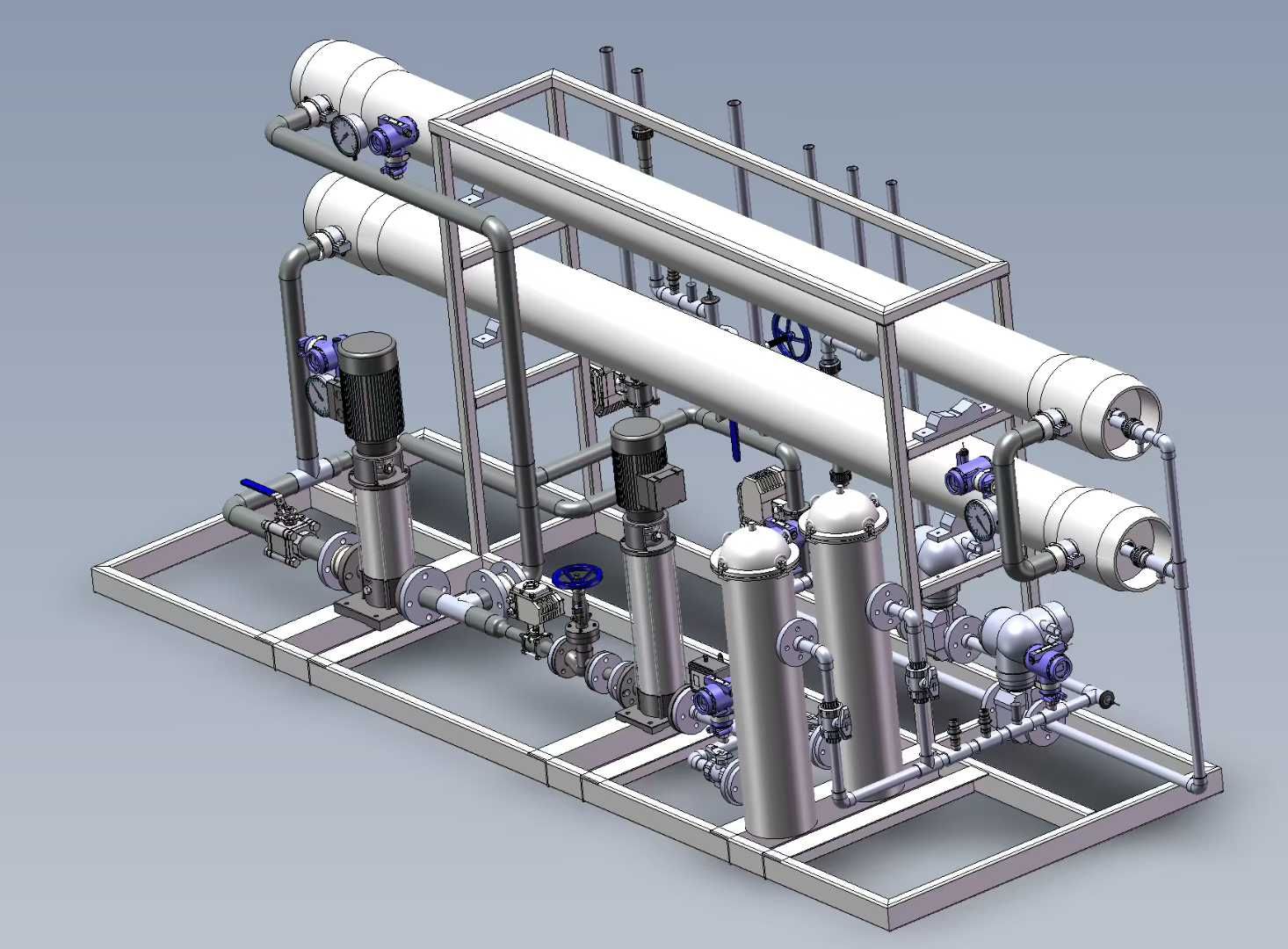
Torvexus engineered a skid-mounted DTRO system with the following design philosophy:
Key Specifications
| Parameter | Value |
|---|---|
| System Configuration | Two-stage DTRO (RO1 + RO2) |
| Membrane Module | 8-inch DTRO modules |
| Design Capacity | 50 ton/day |
| Recovery Rate | RO1: 65–70% / Overall: 80–85% |
| Operating Pressure | RO1: 60–75 bar / RO2: 75–90 bar |
| Construction | Skid-mounted, pre-assembled |
| Frame Material | SS304 stainless steel |
| Control System | PLC + HMI touchscreen with remote monitoring |
Process Flow
The treatment process follows a proven two-stage DTRO configuration:
- Pre-treatment: pH adjustment and cartridge filtration to protect membrane elements
- First-stage DTRO (RO1): Primary desalination and COD removal, achieving 65–70% recovery
- Second-stage DTRO (RO2): Concentrate from RO1 is further processed to maximize water recovery
- Permeate polishing: Combined permeate meets discharge standards without additional treatment
- Concentrate management: Final concentrate returned to incineration furnace for evaporation
Design Highlights
- Skid-mounted construction: Entire system pre-assembled on steel frame for rapid on-site installation — commissioning within 3 days
- High-temperature tolerance: DTRO disc membranes rated for continuous operation up to 60°C, eliminating the need for feed water cooling
- Anti-scaling design: Integrated chemical dosing system with antiscalant and acid injection to prevent CaSO₄ and silica scaling
- Corrosion resistance: All wetted parts in SS316L or duplex stainless steel to withstand high-chloride feed water
- Zero liquid discharge ready: Concentrate loop designed for return to incineration furnace, achieving near-ZLD operation
Performance Results
- Permeate TDS: < 500 mg/L (from 20,000+ mg/L feed)
- COD removal: > 97%, permeate COD < 100 mg/L
- Heavy metal removal: > 99% for Pb, Cr, Cd
- Overall recovery: 82% water recovery achieved
- Continuous operation: 30+ days between CIP cycles
Why DTRO for Incineration Leachate?
Conventional spiral-wound RO membranes struggle with incineration leachate due to rapid fouling and scaling from the high-TDS, high-temperature feed water. DTRO technology offers distinct advantages:
- Open-channel flow path: No feed spacer means no clogging from suspended solids or scaling deposits
- High-pressure capability: Operates up to 120 bar, enabling treatment of high-TDS concentrate
- Thermal stability: Disc membranes maintain rejection performance at elevated temperatures
- Simple maintenance: Individual discs can be inspected and replaced without removing the entire module
Conclusion
This project demonstrates Torvexus's capability in designing complete membrane treatment systems for the most challenging industrial applications. The skid-mounted DTRO system provides a turnkey solution for waste incineration plants seeking reliable, high-performance leachate treatment with minimal site work and fast deployment.